آموزش فورجینگ میلگرد + مدرک فنی حرفه ای رسمی + سال 1404
یکی از مؤثرترین عوامل در بهبود رفتار حرفهای و بهروز کردن مهارت و تخصص، آموزش است. ما انسانها هرروزه شاهد پیشرفت روزافزون دانش و تکنولوژی در سراسر دنیا هستیم. برای استفاده از تکنیکها و تکنولوژیهای پیشرفتهای مانند فن اوری نوین جوشکاری فورجینگ سربهسر میلگرد ما باید همواره بر دانش و آگاهی خود بیفزاییم و همچنین دانش فنی پرسنل و نیروهای انسانی را همراه با سیستم آموزشی ارتقا دهیم.

آموزش جوش فورجینگ میلگرد
آموزش و یادگیری تکنیکها و روشهای درست و اصولی در جوشکاری فورجینگ سربهسر میلگرد مبحثی مهم و حایز اهمیت است. علیرغم ساده بودن روش جوشکاری سربهسر میلگرد و همچنین کمبودن پارامترها و عوامل مؤثر در کیفیت جوش؛ نکاتی قابل توجه قرار میگیرد که عدم آموزش و رعایت نکردن این نکات در هنگام جوشکاری فورجینگ میتواند سبب شکست جوش و بروز حادثه شود. در جوشکاری فورجینگ سربهسر میلگرد با استفاده از شعله ی حاصل از واکنش گاز اکسیژن با گاز سوختنی (معمولاً از گاز سوختنی استیلن استفاده میشود)، انتهای دو سر میلگرد را حرارت میدهند تا کاملاً نرم شود، سپس دوسر آن را با اعمال فشار به یکدیگر متصل میکنند.
در کلاسها و دورههای آموزش جوشکاری فورجینگ سربهسر میلگرد مباحث مهمی آموزش داده میشود که عبارتاند از:
آموزش جامع جوشکاری فورجینگ سر به سر میلگرد | فرآیندها، استانداردها و مهارتهای عملی
آموزش عملی و کاربردی در جوشکاری فورجینگ
- آموزش و معرفی کامل اجزای دستگاه جوش فورجینگ و نحوه اتصال و مونتاژ تجهیزات
- مونتاژ و دمونتاژ قطعات دستگاه فورجینگ سر به سر میلگرد برای آشنایی با ساختار فنی دستگاه
- راهاندازی، کارکرد و عملکرد صحیح دستگاه جوش فورجینگ
- آموزش تخصصی تعمیر و نگهداری دستگاه فورجینگ جهت افزایش طول عمر و بهبود عملکرد
- اجرای جوشکاری فورجینگ در شرایط مختلف از جمله جوشکاری در حالات عمودی و افقی
- آموزش دقیق کنترل کیفیت جوشکاری فورجینگ سر به سر میلگرد و روشهای ارزیابی نهایی
- نکات ایمنی حیاتی و نحوه برخورد اصولی با حوادث و شرایط اضطراری در محیط کارگاه جوشکاری فورجینگ

بعد از اتمام دوره آموزشی از شرکتکنندگان، آزمونهای عملی و تئوری گرفته شده و در صورت قبولی در آزمون گواهینامه جوشکاری میلگرد گواهی حضور یا همان کارت مهارت جوشکاری فورجینگ به شرکت کنندگان اعطا میشود. سازمانهای نظارتی و مهندسی مانند سازمان نظام مهندسی ساختمان استانها میتوانند جهت کنترل کیفیت و اطمینان کامل از وضعیت کاری و مهارتی فورجینگ کاران در شهرستانها،طبق قوانین وضع شده اجازه فعالیت اپراتورهای جوشکار و فورجینگ کارانی را که دارای کارت مهارت جوش کاری فورجینگ یا گواهینامه و تست فرم فورجینگ هستند را در پروژه های ساختمانی و عمرانی صادر کنند. مهندسان عمران و ناظران فعال در پروژهها موظفاند که اقدام به تهیه گواهی نامه و کارت مهارت جوشکاری فورجینگ سر به سر میلگرد کرده و باید به کنترل تاریخ اعتبار و پایه و درجه گواهی نامه دقت لازم را داشته باشند. جوشکاران فورجینگ در ابتدای شروع کار گواهینامه پایه سه را اخذ کرده و مجازند میلگردها را تا سایز 22 جوش دهند؛ اما بعد از اینکه تجربه و مهارتهای لازم را کسب میکنند میتوانند مجدداً در آزمون شرکت کرده و گواهی نامه پایه دو را اخذ کنند و میلگردها را تا سایز 25 جوش دهند در نهایت برای جوشکاری میلگردهای سایز 28 و 32 موظفاند گواهی نامه پایه یک را اخذ کنند. به دلیل تغییر شرایط آب و هوایی، تغییر کیفیت و جوش پذیری میلگردها، میزان خلوص و نوع گاز مصرفی، نظارت مهندسان ناظر یا کارفرما در حین اجرای پروژه جهت انجام آزمایشهای کششی و خمشی برای جوشکاران دارای گواهی نامه و تأییدیه فورجینگ نیز الزامی است.

روش اجرای جوش فورجینگ میلگرد
اولین بار در کشور کانادا برای شرکت نصب خطوط ریلی افراد از روش جوش کاری فورجینگ سر به سر میلگرد استفاده کردند که یک روش کاملاً قابل اطمینان برای اتصال ریلهای آهنی به یکدیگر بود که این روش باعث شد ریلها محکمتر به هم جوش بخورند و طول عمر بالاتری داشته باشند. امروزه یکی از پرطرفدارترین دلایل بهکارگیری روش جوشکاری فورجینگ رسیدن به استحکام مطلوب و مقاومسازی بتونی سازه است چراکه کارشناسان با در نظر گرفتن حفظ جان و مال مردم در تلاشاند تا همیشه بهترین روشهای مقاومسازی را اجرا کنند. نکته: روش جوشکاری سر به سر میلگرد را میتوان در تمامی نقاط سازه استفاده کرد و هیچگونه محدودیتی برای جوش وجود ندارد چراکه با 10 سانتیمتر ریشه نیز میتوان جوش فورجینگ را انجام داد.
اجرای فورجینگ میلگرد
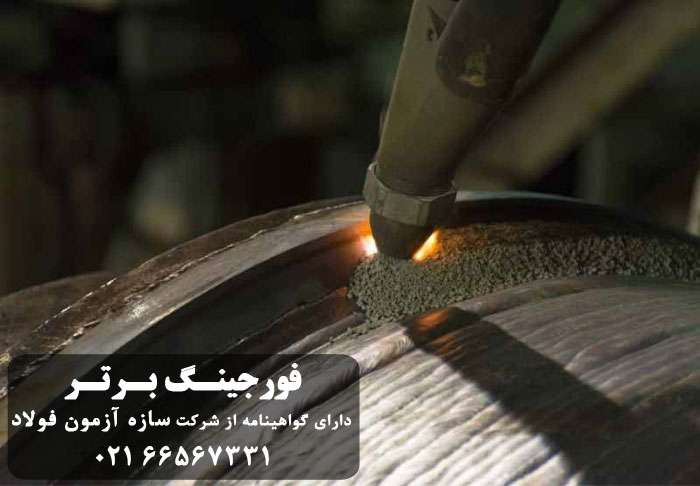
در روش اجرای جوشکاری فورجینگ میلگرد، جوش بدون ذوب کامل فلز پایه انجام میشود به همین دلیل روش جوشکاری فورجینگ یک روش فاز جامد نامیده میشود. در روش اجرای جوشکاری سر به سر میلگرد انتهای میلگردها را با یک مشعل اکسی استیلن حرارت میدهند تا وقتی که دو سر میلگردها به حالت خمیری در بیاید در همین حین فشار همزمان بر روی دو میلگرد که به حالت سر به سر روی هم قرار گرفتهاند وارد میشود. هنگامیکه حرارت به 1200- 1300 درجه سانتیگراد برسد، مولکولهای میلگردها انرژی لازم برای فعالسازی را به دست میآورند؛ سپس مولکولها در ناحیه فصل مشترک نفوذ کرده و با هم مخلوط میشوند در این حالت میتوان گفت پیوند مولکولی ایجادشده و بهاینترتیب جوشکاری سر به سر میلگرد انجام میشود. نکته: در روش اجرای جوشکاری سر به سر میلگرد مدت زمان موردنیاز برای حرارت دهی و فشار، به قطر میلگردها بستگی دارد که معمولاً مدت زمان تقریبی برای انجام جوش فورج را 60 ثانیه در نظر گرفتهاند، لازم به ذکر است که قبل از شروع جوشکاری دو سر میلگردها را تمیز نگه دارید و دقت کنید که انتهای میلگردها عاری از هرگونه مواد اکسیدی یا هرگونه موادی باشند که مانع جوش دادن میشوند؛ همچنین اگر در دو سر میلگردها زنگ زدگی وجود داشته باشد ابتدا باید آن را از بین برده و سپس جوشکاری را انجام دهید. وجود آلودگی در دو سر میلگردها موجب اختلال در جوشکاری شده و ممکن است میزان استحکام اتصال را تا حدودی کاهش دهد که همین امر موجب میشود سازه به مقاومت لازم نرسد و یا جوشکاری مجدد انجام گیرد که باعث اتلاف وقت و صرف هزینههای اضافی میشود.

عملیات جوشکاری فورجینگ سربسر میلگرد
مراحل صفر تا صد عملیات جوشکاری فورجینگ سر به سر میلگرد | انتخاب پیمانکار، عقد قرارداد و اجرای پروژه
عملیات جوشکاری فورجینگ سر به سر میلگرد یکی از مهمترین مراحل در ساخت و سازهای عمرانی و ساختمانی است که نیازمند دقت، تخصص و برنامهریزی دقیق میباشد. برای اجرای موفق این فرایند، باید تمامی مراحل از صفر تا صد با رعایت استانداردهای فنی و نکات تخصصی انجام شود. در ادامه به شرح کامل این مراحل پرداختهایم:
1. بررسی و ارزیابی نیاز پروژه به جوشکاری فورجینگ
در نخستین گام، نیازهای فنی پروژه بررسی شده و مشخص میشود که کدام قسمتهای سازه نیاز به اجرای جوشکاری فورجینگ سر به سر میلگرد دارند. این مرحله شامل تحلیل نقشهها، بارگذاریهای سازه و شرایط محیطی است.
2. انتخاب پیمانکار متخصص جوشکاری فورجینگ
انتخاب پیمانکار جوشکاری فورجینگ یکی از کلیدیترین مراحل است که باید با دقت و بررسی کامل صورت گیرد. پیمانکار باید دارای تجربه کافی، تجهیزات استاندارد و کادر آموزش دیده با گواهینامه مهارت فنی و حرفهای جوشکاری فورجینگ با تاریخ اعتبار و پایه متناسب داشته باشد. علاوه بر این، اعتبار و سابقه کاری پیمانکار در پروژههای مشابه، از نکات مهم ارزیابی است که میتوان از صنف یا انجمن فورجینگ استعلام گرفت.
3. عقد قرارداد و تعیین شرایط اجرای جوشکاری فورجینگ
پس از انتخاب پیمانکار، مرحله عقد قرارداد با تعیین دقیق جزئیات فنی، زمانبندی اجرا، شرایط پرداخت و مسئولیتهای طرفین صورت میگیرد. قرارداد باید شامل بندهای مربوط به تضمین کیفیت جوش، آزمایش ها و کنترلهای کیفی و استانداردهای مورد تایید باشد نمونه قرارداد را میتوانید از سایت شرکت سازه آزمون فولاد دانلود نمایید.
4. تامین و آمادهسازی تجهیزات و مواد مورد نیاز
در این مرحله، دستگاههای جوشکاری فورجینگ اصل و باکیفیت، تجهیزات ایمنی، مواد مصرفی و ملزومات کارگاه تامین میشود. استفاده از تجهیزات استاندارد مانند دستگاه فورجینگ ژاپنی دایا (DAIA) توصیه میشود تا کیفیت و استحکام جوش تضمین شود. استفاده از دستگاههای ایرانی و چینی برای پروژه های حساس توصیه نمیگردد.
5. اجرای عملیات جوشکاری فورجینگ
اجرای جوشکاری فورجینگ توسط تیم مجرب و آموزش دیده انجام میشود. عملیات شامل حرارتدهی مناسب میلگردها با استفاده از گاز اکسی استیلن، اعمال فشار دقیق برای اتصال، و رعایت نکات ایمنی و کنترل کیفیت در هر مرحله است.
6. کنترل کیفیت و آزمایشهای جوشکاری فورجینگ
پس از اتمام جوشکاری، با استفاده از آزمایشهای غیرمخرب مانند تست التراسونیک مخصوص فورجینگ، کشش و خمش نود درجه، کیفیت اتصال و استحکام جوشها ارزیابی میشود تا از صحت اجرای فرآیند اطمینان حاصل گردد.
7. تحویل نهایی پروژه و ضمانتنامه کیفیت
پس از تایید کنترل کیفیت، پروژه تحویل داده شده و پیمانکار موظف به ارائه ضمانتنامه فنی و خدمات پس از فروش میباشد تا در صورت بروز هرگونه نقص یا مشکل، اقدامات اصلاحی انجام شود.
چرا انتخاب پیمانکار متخصص و تجهیزات استاندارد مهم است؟
انتخاب پیمانکار جوشکاری فورجینگ معتبر و استفاده از دستگاههای فورجینگ باکیفیت نقش بسیار مهمی در تضمین دوام، ایمنی و مقاومت سازه دارد. دستگاههای ضعیف و افراد غیرمتخصص میتوانند منجر به جوشهای بیکیفیت، ترکخوردگی و در نهایت خسارات مالی و جانی شوند. به همین دلیل توصیه میشود فقط از پیمانکاران دارای مدارک معتبر و تجهیزات استاندارد مانند دستگاههای فورجینگ ژاپنی استفاده کنید.
چه روشهایی برای جوشکاری فورجینگ وجود دارد؟
جوشکاری قوس الکتریکی، جوشکاری با قوس محافظ گاز، فرایندهای ترموشیمیایی، جوشکاری فورجینگ قالب باز، فورجینگ پرِسی
آموزش و نکات مهم در اجرای جوشکاری فورجینگ
آموزش و نکات مهم در اجرای جوشکاری فورجینگ سر به سر میلگرد:
تمیزکاری
در جوشکاری سر به سر میلگرد ابتدا باید سطح میلگردها را از هرگونه چربی، زنگ زدگی و خوردگی با انواع مواد شوینده استاندارد تمیز کنید تا میزان اکسیداسیون در محل جوش به حداقل ممکن برسد.
استفاده از دستگاه برش میلگرد یکی از مطمئنترین کارها در این مرحله است که به صورت صاف و یکدست انجام میشود و مقدار کمی ضایعات را به وجود میآورد. لازم به ذکر است که برش زدن میلگرد در انجام جوش کاری فورجینگ باید قبل از شروع مرحله حرارت دهی انجام شود تا از اکسید شدن مجدد و جذب هرگونه آلودگی جلوگیری کند.

حرارتدهی
برای حرارت دادن ابتدا میلههای متحرک را با بست و پیچها تنظیم و محکم کرده که باعث میشود این میلهها با کمک گیرههای نگه دارنده رو بروی یکدیگر قرار بگیرند و آماده حرارت دهی شوند. یکی از عوامل مؤثر در هنگام حرارتدهی فورجینگ سر به سر میلگرد، ارتباط مستقیم آن با قطر میلگرد است؛ یعنی هرچه قطر میلگرد بیشتر باشد، مدت زمان بیشتری برای لاستیکی شدن فلز لازم است. طبق گزارشات به دست آمده میتوان گفت مدت زمان لازم برای حرارت دادن نازکترین میلگرد از 40 ثانیه تا سه دقیقه متغیر است. یکی از نکات مهمی که در حرارت دهی فورجینگ باید به آن دقت کنیم داشتن تجربه، دقت و دانش فنی است؛ یعنی فرد مورد نظر باید توانایی لازم برای کنترل بالا رفتن شیب دما را داشته و توانایی لازم برای تشخیص زمان قطع حرارت و ورود به مرحله اعمال فشار هیدرولیکی را داشته باشد.
اعمال فشار هیدرولیکی
هنگامیکه میلگردها به شکل خمیری دربیایند و وارد مرحله اعمال فشار هیدرولیکی شوند، نیاز به دستگاههای مخصوصی است که فشار را از دوطرفه به میلگردها به طور یکسان وارد کنند؛ در این مرحله از جوشکاری دستگاه فورجینگ به انتهای دو میلگرد فشار وارد کرده تا دوسر خمیری آنها به یکدیگر متصل شوند. نکته حایز اهمیت در استفاده از دستگاه فشار هیدرولیکی فورجینگ میلگرد، یکسان بودن فشار اعمال شده به دوسر میلگرد است چرا که این کار نیازمند مهارت و تجربه فرد مسئول جوش سربهسر میلگرد است؛ طبق استانداردهای گفته شده برای اعمال فشار هیدرولیکی، به ازای هر ۱ سانتیمتر میلگرد باید حدود ۳۰۰ تا ۴۰۰ بار فشار هیدرولیکی انجام شود.

ابزارهای مورد نیاز برای جوشکاری فورجینگ چیست؟
دستگاه برش سرد
برای برش دادن سطح مقطع میلگرد جهت جلوگیری از هرگونه آلودگی، زنگزدگی، خوردگی و غیره برای انجام جوشکاری فورجینگ میلگرد میباشد.
میله نگهدارنده
برای قرار دادن دو میله در راستای هم از میله نگه دارنده (کلمپ) استفاده میشود که خود این میله دارای اجزای مختلفی از جمله فک ثابت، فک متحرک، کلگی، پیچهای تنظیم و نگه دارنده میباشد.
دستگاه اعمال فشار
این دستگاه به وسیله فشار روغن توسط سیلندر میلگردها را گرم کرده و با ایجاد نیرو، آنها را به هم متصل میکند.
مخزنها، لولههای عبور گاز، شیرها و فشارسنج
در فورجینگ میلگرد دو کپسول گاز اکسیژن و اکسی استیلن نیاز است که هر کدام از این کپسولها دارای شیرهای عبور گاز و فشارسنج هستند. همچنین این کپسولها دارای لولههایی برای هدایت گاز خارج شده به بیرون هستند؛ علاوهبرآن هر مخزن دارای یک مانومترمی باشد که دارای دو درجه است یکی نشاندهنده فشار گاز داخل مخزن است و دیگری نشاندهنده فشار گاز خروجی از مخزن میباشد.

مشعل
گازهای خارجشده از کپسولهای اکسیژن و اکسی استیلن در جوش فورجینگ میلگرد، در یک مشعل به هم رسیده و باهم ترکیب میشوند؛ با ترکیب این دوگازمخلوطی اشتعالپذیر به دست میآید که برای گرم و خمیری کردن دو سر میلگرد از آن استفاده میشود. همچنین این مشعل دارای شیرهایی به رنگ آبی و قرمز برای کنترل خروجی گازهای اکسیژن و اکسی استیلن است. گاز اکسیژن (آبی) و گاز استیلن (قرمز) میباشد که با تغییر میزان گازهای خروجی اکسیژن واکسی استیلن، میتوان مخلوطی با ویژگیهای متفاوت به وجود آورد که انجام انکار در میزان شعلهای که از ترکیب دو گاز حاصل میشود بسیار مؤثر است که در کاربردهای متفاوتی از جوشکاری فورجینگ از آن استفاده میشود. شیرهای یک طرفه و فلاشبکها از دیگر اجزای تشکیل دهنده مشعل هستند که برای جلوگیری از برگشت شعله به داخل مخزن استفاده میشوند؛ شلینگها، دسته مشعل و کلید فرمان برای تسلط بیشتر نیروی کار در جوش فورجینگ و حلقه آتش یا نازلها جهت یکنواخت کردن گرمای در حال چرخش دورتادور میلگرد مورداستفاده قرار میگیرند.

معرفی انواع روشهای جوش فورجینگ
پس از آشنایی با جوش فورجینگ و آموزش چگونگی کار با آن، لازم است بدانید که انجام فورجینگ میلگرد نیز دارای روشهای متفاوتی است که در ادامه به توضیح آنها میپردازیم:
جوشکاری قوس الکتریکی
امروزه استفاده از روش جوشکاری فورجینگ میلگرد طرفداران بسیار زیادی دارد، زیرا در انجام این فرایند قوس الکتریکی بین الکترود و قطعه کار قرار گرفته و گویهای ریز فلزمذاب از الکترود فلزی به درز جوش انتقال میابند.
جوشکاری با قوس محافظ گاز
در جوشکاری فورجینگ میلگرد با قوس محافظ گاز، برای جلوگیری از آلودگی هوا و آسیب نرسیدن به اتمسفر از یک گاز بیاثر مانند آرگون یا هلیوم استفاده میشود.
فورجینگ قالب باز
این روش فورجینگ مناسب برای قطعات بزرگ با ظاهری نسبتاً ساده است که معمولاً از آن در صنایعی چون فرم دادن به شمشهای طلا و زرگری استفاده میشود.

فورجینگ پرسی
این روش دارای سرعت بالاتری نسبت به روشهای فورجینگ قالب باز و فرایندهای ترموشیمیایی است، چرا که انجام این کار به فشار بیشتری نیاز دارد. آیا روشهایی جهت سنجش کنترل کیفیت فورجینگ میلگرد وجود دارد؟ به دلیل حساسیتهای زیاد جوشکاری فورجینگ و همچنین وجود متخصصان با تجربه در این زمینه؛ روشهای زیادی برای سنجش کنترل کیفیت فورجینگ وجود دارد که به طور کلی آنها را به دو دسته روشهای تخریبی فورجینگ میلگرد و غیر تخریبی فورجینگ میلگرد تقسیم میکنند.
روش تخریبی فورجینگ میلگرد
تستهای کششی و خمشی از جمله روشهای تخریبی فورجینگ میلگرد است که چون به میلگرد آسیب میرسد، در دسته روشهای تخریبی قرار میگیرد. در این روشها ممکن است میلگردها موجب آسیب شوند و همچنین ممکن است مقاومت آنها در برابر فشارهای شدید مانند زلزله و ضربه کم شود.
روش غیر تخریبی فورجینگ میلگرد
به دلیل وجود مشکلاتی در روشهای تخریبی فورجینگ میلگرد، مهندسان روشهای غیر تخریبی فورجینگ میلگرد را ابداع کردند که امروزه مورد استقبال بسیاری از افراد قرار گرفته، چرا که آسیب رسیدن به میلگردها تنها در قسمت اتصال میلگردها رخ میدهد؛ از معروفترین روشهای غیر تخریبی فورجینگ میلگرد، روش برش گرم و اولتراسونیک است.
اگرچه جوشکاری فورجینگ سر به سر میلگرد امروزه در ایران رواج پیدا کرده و طرفداران مخصوص به خود را دارد اما در دنیا زیاد مورد استفاده قرار نمیگیرد و جزو روشهای منسوخ شده به شمار میرود؛ عواملی که باعث میشود فرد در این روش جوش کاری دچار تردید شود کیفیت پایین، وابستگی به آب و هوا و دمای محیط و نیاز به دقت و مهارت بالا میباشد.

طراحی سایت : ایران طراح